Puseur Girang Lathe Pikeun As

Analisis téhnologi as mobil

As mobil
Axles kalawan roda dina kadua sisi undercarriage (pigura) sacara koléktif disebut as mobil, sarta as kalawan kamampuhan nyetir umumna disebut as. Beda utama antara dua nyaéta naha aya drive di tengah as (as). Dina makalah ieu, as mobil sareng unit drive disebut as mobil, sareng kendaraan tanpa drive disebut as mobil pikeun nunjukkeun bédana.
Kalayan paningkatan paménta pikeun logistik sareng transportasi, kaunggulan as mobil, khususna gandeng sareng semi-trailer, dina transportasi profésional sareng operasi khusus janten langkung atra, sareng paménta pasar parantos ningkat sacara signifikan.
Analisis téhnologi ieu prosés machining tina as, miharep pikeun mantuan konsumén pikeun milih mesin CNC leuwih merenah.


Klasifikasi as mobil:
Jinis axles béda dumasar kana jenis marake, sarta dibagi kana: axles marake cakram, axles marake kendang, jsb.
Numutkeun ukuran struktur diaméterna aci, éta dibagi kana: as Amérika, as Jerman; jsb.
Nurutkeun bentuk jeung strukturna dibagi jadi:
sakabehna: padet pasagi as tube, kerung pasagi as tube, kerung buleud as;
awak pamisah: sirah aci + las tube aci kerung.
Tina eusi pamrosesan as, as padet sareng kerung aya hubunganana sareng pilihan alat ngolah.
Di handap ieu analisa prosés produksi sakabeh as (ogé dibagi kana padet tur kerung; tube pasagi sarta tube buleud), sarta pamisah as (padet tur kerung sirah aci + las tube aci kerung), hususna, prosés machining. dianalisis pikeun milih mesin anu langkung cocog.
Prosés produksi sareng mesin pikeun as mobil:
1. Prosés produksi tradisional tina as sakabéh:

Tina prosés produksi as di luhur, sahenteuna tilu jinis alat mesin anu diperyogikeun pikeun ngarengsekeun machining: mesin panggilingan atanapi mesin bor dua sisi, mesin bubut CNC, pangeboran sareng mesin panggilingan, sareng mesin bubut CNC kedah dibalikkeun (sababaraha konsumén gaduh dipilih ganda-sirah CNC lathe). Ngeunaan processing thread, lamun diaméter aci ieu quenched, éta diolah sanggeus quenching; lamun euweuh quenching, eta diolah dina OP2 na OP3, sarta OP4 na OP5 runtuyan parabot mesin disingkahkeun.

Tina prosés produksi anyar, mesin panggilingan dipaké pikeun machining (as padet) atawa mesin boring dua kali sided (poros kerung) tambah CNC lathe, panggilingan OP1 tradisional, OP2, OP3 urutan ngarobah, komo OP5 pangeboran sarta panggilingan Ieu bisa diganti. ku ganda-tungtung CNC lathe OP1.
Pikeun axles padet mana diaméter aci teu merlukeun quenching, kabéh eusi machining bisa réngsé dina hiji setelan, kaasup panggilingan alur konci na pangeboran liang radial. Pikeun axles kerung mana diaméter aci teu merlukeun quenching, standar clamping konversi otomatis bisa direalisasikeun dina alat mesin, sarta eusi machining bisa réngsé ku hiji alat mesin.
Milih ganda-tungtung as lathes CNC husus pikeun mesin nu axles nyata shortens jalur machining, sarta jenis sarta kuantitas parabot mesin dipilih ogé bakal ngurangan.
3.Split prosés produksi as:

Tina prosés di luhur, alat ngolah tabung as sateuacan las ogé tiasa dipilih salaku lathe CNC ganda-tungtung. Pikeun ngolah as sanggeus las, lathe CNC husus pikeun ganda-tungtung axles kudu pilihan kahiji: processing simultaneous dina duanana tungtung, efisiensi processing tinggi jeung akurasi machining alus. Lamun keyway jeung liang radial dina duanana tungtung as perlu machined, mesin ogé bisa dilengkepan wadah alat kakuatan pikeun ngolah keyway saterusna sarta liang radial babarengan.
4.Kauntungannana sarta fitur tina mesin Pilihan prosés anyar:
1) Konsentrasi prosés, ngurangan waktu clamping workpiece, ngurangan waktu processing bantu, ngagunakeun téhnologi processing simultaneous dina duanana tungtung, efisiensi produksi nyata ningkat.
2) Hiji-waktos clamping, processing simultaneous dina duanana tungtung ngaronjatkeun akurasi machining na coaxiality of as.
3) Shorten prosés produksi, ngurangan elehan bagian dina situs produksi, ngaronjatkeun efisiensi pamakéan situs, sarta mantuan ngaronjatkeun organisasi jeung manajemen produksi.
4) Alatan pamakéan parabot processing efisiensi tinggi, éta bisa dilengkepan loading na unloading alat jeung alat panyimpen pikeun ngahontal produksi pinuh otomatis tur ngurangan biaya kuli.
5) workpiece ieu clamped dina posisi panengah, clamping nu bisa dipercaya, sarta torsi diperlukeun pikeun motong alat mesin cukup, sarta jumlah badag péngkolan bisa dipigawé.
6) Alat mesin bisa dilengkepan alat deteksi otomatis, hususna keur as kerung, nu bisa mastikeun ketebalan seragam tina as sanggeus machining.
7) Pikeun axles kerung, nalika liang jero dina duanana tungtung OP1 sequencer rengse, customer tradisional bakal ngagunakeun hiji tungtung pikeun ngangkat clamp jeung tungtung séjén ngagunakeun tailstock ka tighten workpiece pikeun péngkolan, tapi ukuranana liang jero béda. Pikeun liang jero leutik, kaku tightening teu cukup, torsi tightening luhur teu cukup, sarta motong efisien teu bisa réngsé.
Pikeun lathe ganda-beungeut anyar, as kerung, nalika liang jero dina duanana tungtung wahana rengse, mesin otomatis pindah mode clamping: dua tungtung dipaké pikeun tighten workpiece, sarta drive tengah floats workpiece nu. pikeun ngirimkeun torsi.
8) The headstock kalawan diwangun-di hidrolik clamping workpiece bisa dipindahkeun dina arah Z tina mesin. Konsumén bisa nahan posisi di tube pasagi tengah (tube buleud), posisi plat handap sarta posisi diaméterna aci as sakumaha diperlukeun.
5. Kacindekan:
Dina panempoan kaayaan di luhur, pamakéan lathes CNC ganda-tungtung kana mesin axles mobil boga kaunggulan signifikan leuwih prosés tradisional. Ieu mangrupikeun téknologi manufaktur canggih anu tiasa ngagentos alat mesin tradisional dina hal prosés produksi sareng struktur mesin.
Bagian tengah tina
6.Axle bisi customer

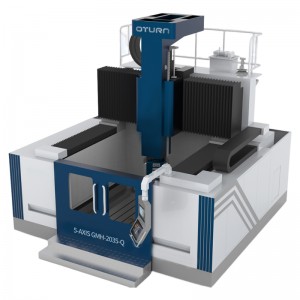
Husus Double-tungtung Axle CNC lathe Bubuka
rentang processing as: ∮50-200mm, □50-150mm, panjang processing: 1000-2800mm
Struktur mesin jeung bubuka kinerja
Alat mesin ngadopsi perenah ranjang miring 45 °, anu gaduh kaku anu saé sareng évakuasi chip anu gampang. The headstock kalawan fungsi clamping drive panengah disusun di tengah ranjang, sarta dua Panyekel alat nu disusun dina dua sisi kotak spindle. Panjang clamping minimum mesin nyaeta 1200mm jeung panjang machining maksimum nyaéta 2800mm. Panungtun rolling diadopsi, sarta unggal aci feed servo adopts a screw bola tinggi-bisu, sarta gandeng elastis disambungkeun langsung, sarta noise low, akurasi positioning jeung precision positioning diulang tinggi.
■ Mesin ieu dilengkepan sistem kontrol dua-kanal. Dua Panyekel alat bisa numbu ka spindle dina waktos anu sareng atawa misah pikeun ngalengkepan simultaneous atanapi sequential machining tina dua tungtung bagian.
■ Mesin ieu dilengkepan headstocks ganda. The headstock utama dibereskeun di tengah ranjang, sarta motor servo suplai kakuatan ka aci utama ngaliwatan sabuk toothed. Kotak sub-spindle dipasang dina rail pituduh handap alat mesin, coaxial jeung kotak spindle utama, sarta bisa dipindahkeun axially ku motor servo pikeun mempermudah loading na unloading bagian, sarta éta merenah pikeun ngaluyukeun clamping béda. posisi. Nalika bagian mesin, dasar sub-spindle dikonci kana rel mesin. Akurasi coaxial tina dua headstocks dijamin ku prosés manufaktur, hasilna tingkat luhur concentricity sahiji bagian machined.


■ The Headstock integrates sistem spindle, fixture jeung sistem distribusi minyak, sarta boga struktur kompak jeung operasi dipercaya. Diaméter clamping husus sarta rubak headstock nu ditangtukeun ku bagian as customer urang.
Headstock utama dilambatkeun ku dua tahap sabuk sareng gear, ngamungkinkeun spindle ngahasilkeun torsi anu ageung. A clamp dipasang dina tungtung kénca headstock utama jeung tungtung katuhu sub-headstock mungguh pikeun ngawujudkeun clamping sahiji bagian. Nalika headstock utama ngadorong bagian pikeun muterkeun, bagian clamping sub-headstock clamping muterkeun sareng headstock utama.



Fixture ieu dilengkepan tilu silinder radial (opat silinder radial lamun duanana bahan buleud sarta bahan kuadrat anu clamped), piston ieu reciprocated ku tekanan hidrolik, sarta cakar anu dipasang dina tungtung piston pikeun ngawujudkeun diri - centering sahiji bagian. Clamping. Gancang sareng gampang pikeun ngarobih cakar nalika ngarobih bagian. Gaya clamping disaluyukeun ku tekanan hidrolik sistem hidrolik. Nalika bagian anu machined, clamp nu rotates jeung aci utama, sarta sistem distribusi minyak suplai minyak ka clamp, ku kituna clamp ngabogaan gaya clamping cukup salila rotasi. clamp ngabogaan kaunggulan tina kakuatan clamping badag sarta stroke cakar badag.
■ Dina raraga ngajawab masalah ketebalan témbok seragam sanggeus machining as kerung customer urang, mesin bisa dilengkepan alat inspeksi workpiece otomatis. Saatos clamping as réngsé, workpiece nu otomatis ngadeteksi yén usik ngalegaan tur ngukur posisi workpiece nu; sanggeus pangukuran geus réngsé, alat retracts kana spasi katutup.


Pikeun prosés machining béda tina axles kerung, lamun posisi bearing dipaké salaku rujukan clamping, struktur mesin kalawan clamping otomatis tur clamping bisa dipilih, sarta tailstock programmable disadiakeun dina dua sisi tina huluna spindle utama jeung bantu pikeun minuhan syarat hiji mesin. Dipiharep ngaréngsékeun prosés dua léngkah sakaligus. Dina waktos anu sami, éta ogé ngajantenkeun bagian tina loading sareng unloading otomatis gaduh pilihan anu langkung saé.
■Panyekel alat kénca jeung katuhu bisa dilengkepan Panyekel alat Rotary biasa atawa turrets kakuatan. Aranjeunna mibanda pangeboran sarta panggilingan fungsi, nu bisa ngalengkepan pangeboran sarta panggilingan bagian konci.
■The alat mesin pinuh enclosed tur dilengkepan alat lubrication otomatis tur alat panyabutan chip otomatis (hareup). Cai mibanda kinerja panyalindungan alus, penampilan geulis, operasi gampang jeung pangropéa merenah.
■Spesifikasi mesin jéntré tur konfigurasi ditangtukeun nurutkeun sarat as jeung sarat customer, sarta moal diulang dieu.



Hatur nuhun kana perhatian anjeun!